
�������: 1-15 ���鵽��֪ʶ�� ����������ؼ�¼66�� . ��ѯʱ��(5.687 ��)
������ҵ��ѧ��е���Զ���ѧԺ�Ƚ������������Ŷӣ�ͼ��
������ҵ��ѧ��е���Զ���ѧԺ ���� �Ƚ������� �����Ŷ�
2022/7/30
�Ƚ��������Ŷ�����ʵ���ۺ�Ĵ��������������أ��ڲ���ѧ��������ϻ���ƽ̨��̽���߾����������ߵ���ơ��ӹ��������ȷ�������˻������ۺؼ��������ѳ����γ��Ƚ��������о���������ϵ������һ֧�Ž�ܽ����ʸ߷�Ķ��顣�Ŷ����д����н������������뵶��ר�ҹ���վ��Ƹ�������רҵר�ҵ����ʣ����γ�ʵ���ۺ���˲��ݶӡ�Ŀǰ���о�ˮƽ��Ӱ������������ͻ���Է�Ծ����ʡ�е����о�������չ¶ͷ�ǡ��Ŷӵ���Ҫ�о�...
��Ե�̨��С�������ػ������߿ɿ�������ʱ����ͳ�Ļ��ڴ�����ͳ�ƵĿɿ�������������ȱ��ʱ�䡢��̬�����Ի��ľ�ȷ�����������Է������á�Ϊ����ߵ�̨��С���������µĻ����������пɿ����������ȺͿ����ԣ����������һ�ֻ�������ֵ�ֽ⣨SVD����֧�������ռ�����пɿ�����������������ͨ��ʵ��Ի��������ӹ������еĵ������źŽ��л�ȡ������С�����ֽ⡢�����ֲ���ʱƵ��ͳ������������ȡ���뵶��ĥ����������ص�����...
�����ߵ�����������Ϊ�����������Ͼع��ơ������Ȼ���ƺͶ�̬�ɿ��Է��������������˻��ӹ���ϵͳ�Ķ�̬�ɿ�����ѧģ�ͣ��Ƶ��˸����ߵ�ʧЧ�ʼ��㹫ʽ���Ե���ʧЧ��Ϊ�оݣ�������ȷ���ٽ絶������ʱ��ķ������ڴ˻���֮�ϣ�����������õ���Ϊ�о�Ŀ�꣬��ȷ�����������ߵ�ͬʱӦ�ÿɿ��������ȷ�������ȷ����������������������ͨ���ı������е����������������������幤��ϵͳ�Ŀɿ��ȣ�ʹ�����ܹ�������������...
Ϊ��ʵ�����ͺ����մ�ALON�߶��ȱ��ڱ��η�����ij�����ĥ���ӹ������ȸ���ALON�IJ������Ժ߶��ȱ��ڱ��η�����Ľṹ���ԣ��������䳬����ĥ���ӹ������Է���������������Ԫ���㷽�������������ALON�߶��ȱ��ڱ��η�����ľ��ܼоߵ�����Լ��ؼ��������Ż���Ȼ�������ALON�ij�����ĥ������ʵ�飬����ʵ����������С����ת�ٺ�ɰ�����ȶ��ή��ALON��ƽ������ֲڶ�Raֵ����ɰ�����ȶ�ĥ����ALON...
Ϊ�˸���SiC�մ�ĥ��������ɰ��ĥ��״̬����ߴ�ھ�SiC�մɹ�ѧԪ���ļӹ������ͼӹ�Ч�ʣ�����ʹ��ELIDĥ������������SiC�մ�ĥ���ӹ�ʵ�顣ͨ������ͨĥ�����̽��жԱȷ������о���ELIDĥ��������SiC�մ�ĥ��������ɰ��ĥ���������������ĥ������ֲڶȡ�ĥ������ĥ���ȷ�������ơ�ʵ������ʾ��ʹ��ELIDĥ����������ʹɰ�ֱ���ĥ����SiC�մɳ�ʱ���ȥ����ĥ�������б����㹻�ķ���ȣ�ĥ������...
�о��˻��ڵ��е����ĥ�������ӹ��ķ�Ӧ�ս�̼���裨RB-SiC���մɵı����������õ��е����ĥ����EDDG�������ĥ����EDG���Լ���ͨĥ����CG�����ַ����ӹ�RB-SiC�մɣ������ü���۽�������ɨ����������Լӹ����SiC�մɵı���ֲڶȡ�������ò�������ƽ��в����ͶԱ����飬�����RB-SiC�մɵ�EDDG�ӹ����ԡ�ʵ����ʾ��EDDG�ӹ���RB-SiC�մɵı���ֲڶ�����ED...
���и߶��ȷ��������ԵĹ�ѧԪ���������Ը��ƹ�ѧϵͳ�Ŀ�������ѧ����, �Ӷ��������Ż�ϵͳ�ۺ����ܡ�ĥ���ӹ�����������Ϊ����Ԫ����ǰ�ڼӹ�����ĥ����������������DZ������ˣ��������ָ߶��ȷ�����ĥ���ӹ���ĥ��������ʵʱ�仯�ģ�������������DZ���������Ȳ�һ�¡������������������DZ�������Ԥ��ģ�ͣ�����ϰ�����ɰ��ĥ�����ص㣬ͨ�����ۼ���Ԥ�������ĥ���DZ���������ȷֲ����ɡ��ڴ˻����ϣ�����ѹ�ྦྷ...
ɰ�����Ρ��ӹ��켣���˶�����Ϸ�ʽ�������ڷŷ�ʽ�ȵIJ��춼����������ĥ���ӹ�ģ�͵ı仯���ӹ�����ģ����ʵʩ����ĥ����Ҫ��������⡣��������Բ��ɰ�ֵļ���ģ�ͣ�ͨ��ĥ���㷨����ƥ�䣬�����������ɰ�ֵ��һһӳ���ϵ����������任���Եõ���Ӧ�ĵ����˶��켣������ĥ���ӹ����γ�ͳһ������ɰ������ĥ������ģ�ͣ������������˶��켣�ļ������̡���ĥ��ģ�����÷�Χ�㣬��Ч����˶�������ĥ�����̵ĵ��߹켣��������...
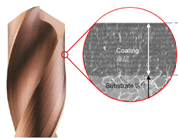
����AlCrNͿ������Ӳ�ʺϽ���ϳ��ϳ��TC4�ѺϽ𣬲�������ĥ��������������������ʹ��ɨ��羵��SEM���۲쵶��ĥ����ò��Ӧ���������ķ����о�����ʧЧ����Ԫ�صķֲ����ɡ��ڽ�ʾĥ������Ļ����ϣ���һ��̽�ֵ���ĥ�����������������Ӱ����ɣ�Ϊʵ���ѺϽ�ӹ�����ĥ��״̬��������ṩ���ۺͼ���֧�֡��о�������ǰ������Ҫ���ֻ�е���ơ������ơ�ճ��ĥ�������ĥ�𣬺�����ֻ�е���ơ�ճ��ĥ���...
����ѺϽ��ʽĥ���ص�,�Ʊ��˽��ʯ������������(cubic boron nitride, CBN)��Ӳĥ��ɰ��,��������̼�����մ�ɰ�ָ�ʽĥ��Ti6Al4V�Ͻ�ĶԱ������о�����ɨ�������������ά�����������ֲڶ��Ǻ���Ӳ�ȼƶ�ĥ��������������������˲ⶨ��������ĥ�������Ա���ֲڶȵ�Ӱ��,�Ƚ���3��ɰ��ĥ�������ı���ֲڶȡ�������ò������֯����Ӳ�ȡ��о�����:��������ֲڶ�����ĥ�����...
���߸���Ʋ�����ѡȡֱ��Ӱ�쵶�ߵĿɿ��Ⱥͱ��ӹ����ľ��ȡ���Ӧ��-��ǿ�ȸ��棨SSI��ģ��Ϊ����������Ӳ�ʺϽߵĶ�̬�ɿ�����ѧģ�ͣ������˵����������ӹ�ʱ�Ŀɿ��ȱ仯���ɡ��ڴ˻������������ȷ����������ϣ��Ƶ���Ӳ�ʺϽ����������Ͳ��ϲ����Ķ�̬�ɿ��������ȼ��㹫ʽ���������˸������Ķ�̬�ɿ��������ȵı仯���ߡ��о�������������������ӹ�ʱ��ͳ���غ����ô��������ӣ����߸����������г̶�Ҳ��...
Ϊ��ʵ�ֽ��ʯɰ�ֵ���ɫ���պ�������,�����һ�ֿɲ�жʽ��ƽ��ʯɰ�ֽṹ��Ӧ��ĥ�ϲ������Ľ���ģ��,������ɰ�ֲ�ж������ĥ�ϲ���ƻ���ʽ��������ɰ�ֲ�ж�����е�ĥ�ϲ�Ӧ��״̬,�������ĥ�ϲ�Ŀ��ѵ�λ�á��Ʊ������Ϳɲ�ж�ĵ�ƽ��ʯɰ��,��������ĥ�ϲ������ķ������顣�о��������,��ɰ�ֵIJ�ж������,����������ĥ�ϲ����������˽����ƻ��������ƻ�,��ʹĥ�ϲ㷢�����ѡ�װ���Բ�λ����ɰ����Բ...
Research into the geometry of the delimbing head of cutting knives
forest machinery delimber delimbing tool tool geometry
2014/2/24
Limbing with a wedge tool as a chipless operation is accompanied by a large deformation of wood in the cutting plane,
i.e. at the spot of contact with the tool face as well as in the zone adjacent t...
�о���ͬʱ��������ĥ��������ĥ���ĸ�����Բĥ�����̡���������ĥ�����̵��ص�,��ɰ�ֵ�Ч�����ɸ�Сɰ��,�ڴ�ͳ����ģ�͵Ļ����Ϲ�����ɰ��ĥ���������ģ�͡��Ƶ��˻�������ģ�͵�����ĥ���������������ĥ����������ıȽϹ�ʽ,����������ı�ֵ��ӳ������ĥ��������ĥ��ת��ʱ��������ı仯���,����Ҫ��ĥ��ϵ����ɰ�ֿ��Ⱥ���������ٶ��йء�����ɰ�����Ṧ���źŷ���ĥ���������,ͨ��ʵ����֤��������ģ������ʵ...
Ϊ������������ӹ�������������еĵ���·������������,������������صĵ���·���Ż�������ͨ������NC���������任��ԭ��Ч����·��,������·���������Լ���µķǾ�������B����(NURBS)������ϡ�����ת��·����������������߽��в�ֵ,��������·������ת��·���IJ���ӳ���ϵ,ͨ���������˶��任���C2������ƽ����·����ʵ�����,�����÷����Ż���,����·�����������˶�·���������õ�ƽ����,�������...
�й��о����������а�-��
- ���ڼ���...
�й�ѧ���ڿ����а�-��
- ���ڼ���...
�����ѧ���л������а�-��
- ���ڼ���...
�й���ѧ���а�-��
- ���ڼ���...
�ˡ���-ƪ
- ���ڼ���...
�Ρ���-ƪ
- ���ڼ���...
��������-ƪ
- ���ڼ���...
�������� -ƪ
- ���ڼ���...
֪ʶҪ��-ƪ
- ���ڼ���...
���ʶ�̬-ƪ
- ���ڼ���...
��������-ƪ
- ���ڼ���...
ѧ��ָ��-ƪ
- ���ڼ���...
ѧ��վ��-ƪ
- ���ڼ���...